By Mark Shortt
August 23, 2023

BlueHalo’s next generation IE-V3 unmanned aerial system, or drone, features an injection molded chassis that incorporates Alpine Advanced Materials’ HX5 material, engineered to replace machined aerospace-grade aluminum. (Image courtesy BlueHalo)
When the space and defense technology developer BlueHalo rolled out its next generation Intense Eye (IE) Unmanned Aerial System (UAS) platform in May, it shined a light on the engineering talents of a key partner in its development of the drone’s frame.
The company’s collaborative partnership with Dallas-based Alpine Advanced Materials led to the manufacturing of a custom engineered, injection molded chassis that emerged stronger and lighter thanks to the unique characteristics of HX5, a multi-scale reinforced thermoplastic from Alpine.
“Through our strategic focus on small business partnerships, BlueHalo has worked closely with the incredibly talented Alpine team to develop a lighter, stronger, more capable UAS through injection molding engineering,” said BlueHalo Chief Growth Officer James Batt, in a statement. “The next generation of our Intense Eye UAS product line features this innovative HX5 airframe in combination with BlueHalo’s industry-leading autonomy and AI/ML capabilities, providing new mission-critical solutions to warfighters and expanding opportunities for our commercial partners.”
In a release, BlueHalo said the next generation of IE-V3 platforms will be the first BlueHalo UAS to incorporate the HX5 injection molded chassis. The company said it can modify the IE-V3 for custom applications, including autonomous swarming, payload development and deployment, test targets, fire and rescue operations, atmospheric profiling, and education and research, among others.
Alpine Advanced Materials CEO David Brantner said the capability of the HX5 material is enabling Alpine to apply the benefits of advanced thermoplastics in new areas.
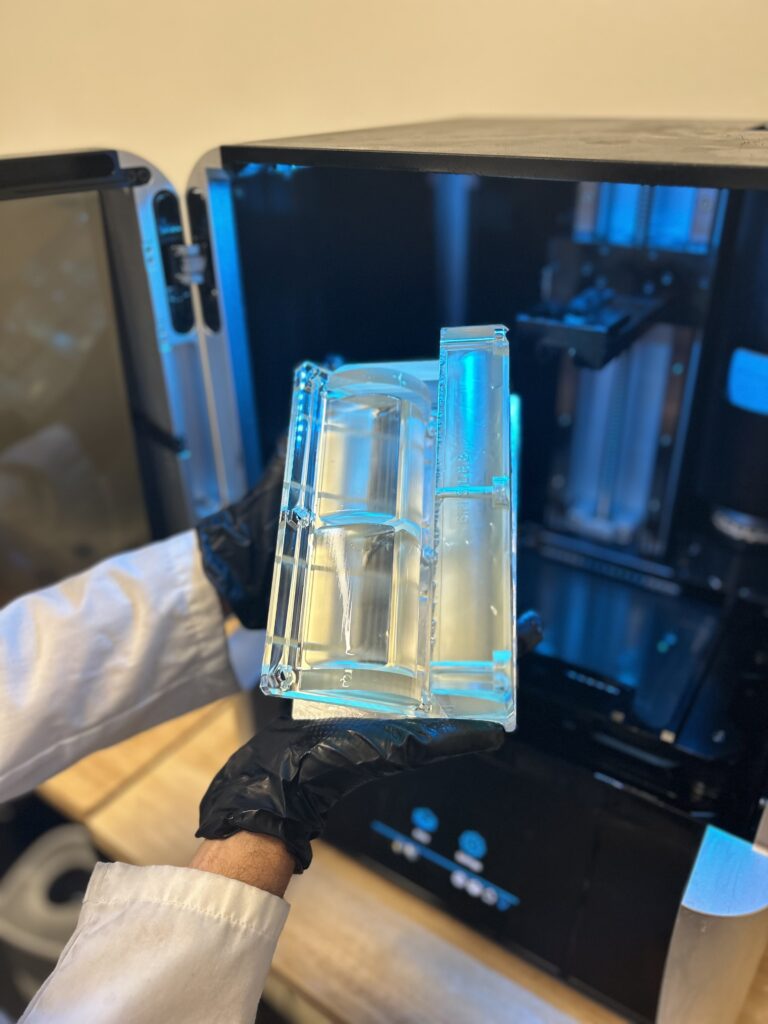
Rapid Prototype Molding (RPM) is an all-in-one prototyping solution from Alpine in which a negative cavity of the part is 3D printed using a dissolvable resin, then injected with a high-performance thermoplastic material, resulting in a prototype that is fast, inexpensive and high-quality. Here we see an RPM mold that has just come off of the 3D printer. (Image courtesy Alpine Advanced Materials)
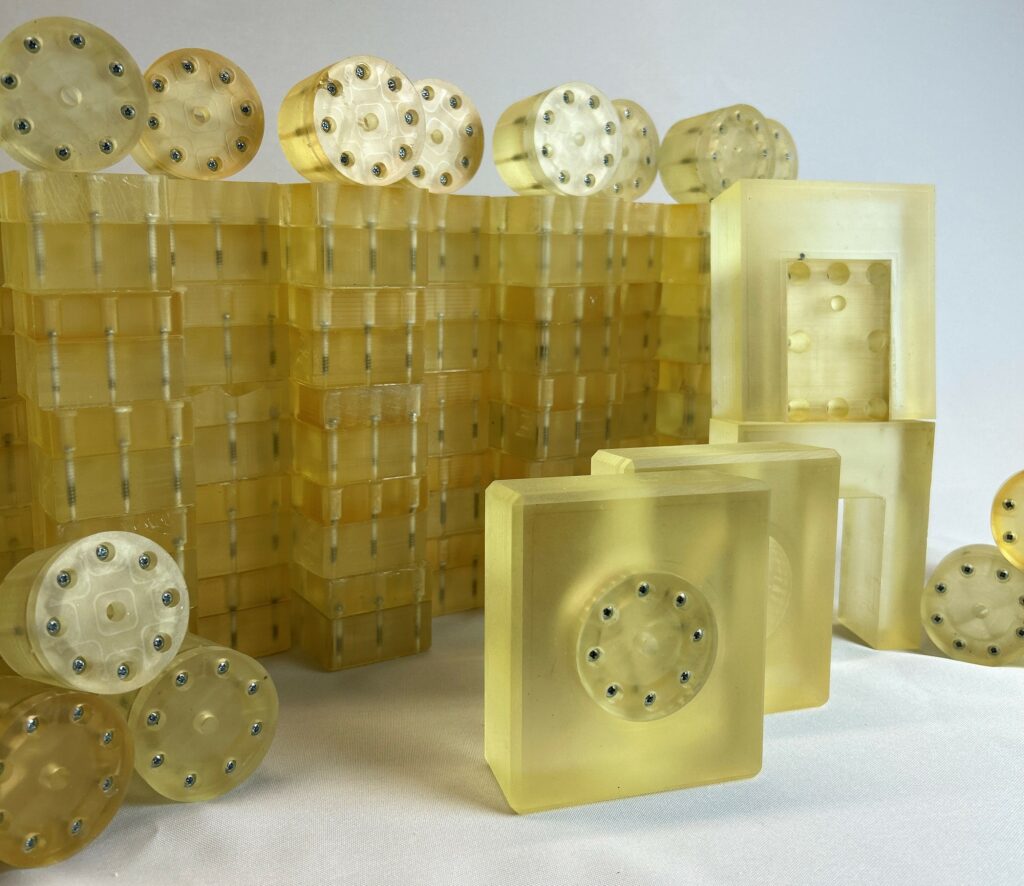
Alpine delivered 80 RPM parts for low-volume injection molding production in a matter of just 10 business days. (Image courtesy Alpine Advanced Materials)
“We’re replacing parts with this material, HX5, at half to one tenth of the weight, with the same or greater strength,” said Brantner, in an interview with Design-2-Part. “We’re able to make complex shapes that have strength in the areas where they need to have strength, and still produce them using the injection molding process, which gets you parts in 30 seconds instead of a part every day.”
Brantner added that a key differentiator of HX5 versus other products, such as carbon filled PEEKs, is that it is highly coatable and extremely bondable.
“It’s allowing us to not only do basic injection molding, but to do more complex overmolding with other carbon fiber-reinforced plastic material,” he said. “It also allows us to add coatings that improve thermal capabilities or further enhance any other mechanical property you’d want, whether it be corrosion resistance, abrasion resistance, or EMI shielding.”
Design-2-Part caught up with David Brantner and Alpine Director of Engineering Operations Aaron Daniel recently to hear more about Alpine’s core capabilities, and HX5 advanced material. Following are highlights of our conversation, edited for brevity and clarity.
Design-2-Part: Could you briefly describe Alpine’s overall mission and the core services that you provide?
David Brantner: At the heart of it, we are a lightweight materials company. We happen to have a flagship material, HX5, that was carved out of Lockheed Martin, but we work in many different types of materials. Our goal is to provide the complete end part solution to a customer.
We are not a compounder; we are not a molder. We have the engineering and development capability to take a part either from a baseline drawing, or an existing part that might be metallic or might be some other complex composite structure, and design that for our material system or other materials, but typically in that injection moldable format.
We want to provide the whole part for the end customer because the value-add in engineering and design that we do to get, in this case, fiber alignment and the right part features, really takes our expertise in the middle of that.
We don’t own our injection molding capability. We actually partner that in an industrial network, and have very capable molders who work with our material system and produce the parts. But at the end of the day, we’re providing the complete solution to the customer.
D2P: Your website mentions Alpine’s belief that “manufacturing new parts requires a design forward approach with a mass production mindset.” What do you mean by that?

Alpine helped BlueHalo redesign their UAS prototype chassis—a originally comprising one rigid polyurethane frame, six reinforcing aluminum components and a lot of hardware—to two identical yet symmetrical HX5® halves with minimal hardware. (Image courtesy Alpine Advanced Materials)
DB: What we mean by that is we’re trying to solve the problem in a way that gives customers a simpler supply chain and can produce parts in a highly scalable way.
What really drew me to Alpine and its capabilities was not only the capability of the fundamental polymer system that we have, and the features of the material, but the fact that it is put into a process that is highly scalable—meaning injection molding, in this case. We’re not limited to injection molding, and we have a development roadmap to get beyond injection molding. But right now, the core baseline value proposition for Alpine is a very high end advanced thermoplastic that is injection moldable because our customers really need scale.
Aerospace and defense volumes were—and still are—really nothing compared to automotive kind of volumes. Most of the injection molding [applications] that I had seen in my history coming up were in high volume, less technical areas.
What we’re seeing now is the need for scale and volume in much more higher technology products in aerospace and defense, specifically, or its subsets—space, missile products, propulsion. When you look at the volumes needed there and the disruptions they’ve had in their supply chains because things have gotten a little too complex, there’s need not only for a high end advanced material, but for very proven and scalable manufacturing processes.
D2P: Alpine has described HX5 as a multi-scale reinforced polymer. What, specifically, does multi-scale mean in this case when it’s referring to a reinforced polymer?
Aaron Daniel: When people ask that question, I like to compare it to chicken noodle soup, or something like that, where the resin system is the broth of it. It’s what’s carrying everything, it’s what allows everything to move, and it’s kind of the heart of everything.
And then we’ve got carbon fiber. The carbon fiber is the noodles or the chicken. It’s the large stuff that’s giving the mechanical properties. It’s providing the ‘protein,’ the strength, all of those aspects.
We also have nanocarbon in it as well, and that’s kind of [analogous] to spices. It’s not the stuff you can see without getting down really deep. But while it’s not extremely noticeable, it does provide additional functional properties and additional mechanical properties without being the star of the show.
D2P: In a release on BlueHalo’s use of HX5 in its UAV, David, you mentioned that the BlueHalo project was a victory for injection molded HX5. How is this application a victory for injection molded HX5?
DB: In this particular project, there was not only the desire to use a material that could survive in the tough environment they wanted. They had some particular challenges with trying to achieve part reduction and really trying to assemble the vehicle under a certain timeframe. So the totality of the engineering here was not just about materials—it was about part count reduction, combining parts, and designing a frame that would otherwise be assembled from various bits and pieces of parts, and creating it in one shot.
And that’s where the injection molded frame came out to work so perfectly. Using HX5 gave it the strength and the durability it needed to carry the payload it needed to carry, and to operate the way they needed it to operate.
AD: By working with the customer and finding out what they really wanted to do, what their end goal was, we were able to develop a solution and not just a replacement, lighter weight part that would meet their mechanical requirements. As Dave mentioned, it was consolidating parts, making them in a smaller part count, as well as a decreased manufacturing time. It’s helped them get a higher volume of their products into service at a faster rate.
DB: Is it fair to say that a design engineer who wants to replace a part one for one may not have the perspective that HX5, in injection molding, can make some more complex geometries and different kinds of parts than they might think of on their own? They might discount injection molding for certain features, shapes, and capability, but when you combine HX5 in that design process, you get something they didn’t think was possible.
AD: Right, and some of that comes back to design for manufacturing. Conventionally, A&D (aerospace and defense industry) uses metallic parts. They have great design engineers who are fantastic at designing metallic parts. They don’t necessarily have experience designing for injection molding.
There are many things that you do completely differently [with injection molding], and it’s a different way of thinking because of how complex the parts can be. Yes, the tool is going to be complicated and expensive, once. You’ve got to make a tool once, as long as you have the life that you need from it, and then you injection mold that same part every single time. You get that complex shape or even a higher complexity shape because now you can make something by consolidating parts into a single part, whereas that would be extremely financially, or time prohibitive in a machining operation.
With machining, you’d have to start with a much larger billet and machine out and waste a whole lot more material to get to this similar complex shape. But now you can do it all at once—contiguous part, no fasteners, no anything else. Tooling can be expensive, but we’ve also had several tools that were very inexpensive. It really just depends on the part complexity and what the customer’s end goal is.
D2P: In addition to parts consolidation, are there other ways in which injection molded HX5 is very well suited for the drone industry?
AD: In addition to the mechanical properties you mentioned, CTE (coefficient of thermal expansion) is a big one, not only in the drone industry, but also in optics and aviation. A device that’s going to operate in the desert, in Phoenix, right now, where it’s 115 degrees, may also have to operate in Norway, or Sweden, above the Arctic Circle. So you can end up with a 200 degree temperature sweep just in the use cases.
If you’ve got a material that expands and contracts significantly with the environment, then that could present a problem for your end product. I’ve seen products before where, just during shipping, differentials in CTE can cause parts to interfere and break, just going from a cold environment to room temperature.
DB: I think another part specific to drones is EMI attenuation. The material we have is very naturally EMI attenuating and a lot of our customers look at that and some of the enclosures and things that go on a UAV. It’s really good for that.
AD: Electronic warfare is picking up. That’s all done with interference with radio waves, microwaves, things like that. So that hardening of the device [through EMI attenuation] is important to make sure that the electronics, processor, or software that is controlling the device is protected. That’s a huge requirement, especially on the defense side.
But it’s just as viable on the commercial side. Even routers and switches have to maintain a certain level of EMI attenuation because they emit a lot of waves that could interfere with a TV or radio.
D2P: In the BlueHalo application, your process reduced part count and simplified the supply chain. What are some of the other factors that contribute to the cost effectiveness of injection molded HX5?

This bracket made from HX5 is 50% lighter than its metallic predecessor, but maintains high tensile strength, corrosion-resistance and UV-resistance. (Image courtesy Alpine Advanced Materials)

Electrical connectors (such as this one made from HX5) are plentiful on a variety of applications that operate on land, sea and air, and present a compelling case for metallic to non-metallic conversion. Especially when used repeatedly, small parts can result in some serious weight savings if converted to HX5. (Image courtesy Alpine Advanced Materials)
DB: Because the material had such a low viscosity for a carbon filled material, we’re making very complex geometric shapes and more near net shapes. So that’s saving money by reducing post-process machining. And in the molding process, because of the viscosity and the pressure inside the press, we’re using less material in the sprue and runner system than, say, a comparable material for the same part.
D2P: I understand that in addition to UAVs, you have potential product applications in other industries like consumer equipment, as well as aerospace and defense. How do those markets look to you right now? Do you see any other untapped growth opportunities in any other sectors?
DB: I see more applicability of this material and the process that we use, in aerospace and defense than any other market space now. We do have work that comes in from the other market spaces, but the material is a pretty advanced sort of material and sometimes, it’s overkill for some of the more recreational or commercial applications.
If you take a look inside aerospace and defense, you talk about UAVs and the drone space, which is primarily a lightweighting value proposition, and then other things. When you look at missiles, and missile defense, you’re seeing lightweighting for range, but then thermal characteristics become more of a play which we can leverage.
And then, you step over into propulsion. Of course, my background is in the engine business. I see opportunities for our material, not in the turbine section of a gas turbine engine, but in the fan and compressor section. There is opportunity to replace metal and very expensive thermosets and other kind of composite structures, so I think we can make parts at scale and produce in the propulsion segment.
Our material system, HX5, is also very capable in outer space. It’s been tested and has the coefficient of thermal expansion feature that we talked about, as a feature in space. But it’s also been tested against radiation. Its capability to survive in the harsh environments of space, both hot and cold, and the different temperature changes that Aaron talked about, is very useful. Its primary situation with regard to outgassing is also very attractive to space customers.
So those are some of the areas that are worth pursuing. We break down A&D into a lot of subsectors, versus looking at many of the other recreational and industrial sectors.